Изготовление и установка металлопластиковых окон
1) Резка армирующего профиля.
Армирующий профиль нарезается под углом 90°.
2) Резка
Профили коробки (рама) и створки нарезаются с двух сторон под углом 45°, согласно бланка заказа.
резка по длине осуществляется с учетом запаса на сварку 5- 6 мм (припуск на сварку является параметром, зависящим от настройки сварочного станка, и может находиться в пределах от 2,
5 до 3 мм на сторону).
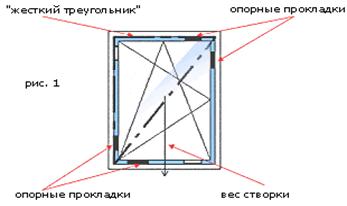
Качество выпускаемых изделий закладывается на участке заготовки, при резке особое внимание уделять положению профиля на рабочем столе пилы. Базовые поверхности профиля должны быть плотно прижаты прижимами к поверхности рабочего стола пилы и к вертикальному упору рабочего стола пилы. Давление прижимов не должно превышать 6 кгс / см 2, чтобы исключить деформацию профиля, приводящую к нарушению плоскости реза профиля. Векторы приложения прижимных сил должны пересекаться максимально близко к центру опорной части профилей (см. рис. 1). На горизонтальных прижимах рекомендуется использовать специальные насадки.
Импост нарезается под углом 90°, резка по длине осуществляется в соответствии с технической документацией с учетом запаса на выступы с каждой стороны, от 0 до 6 мм на сторону (в зависимости от используемой профильной системы).
3) Фрезерование водоотводных отверстий
На коробке и створке выполняется двумя способами:
На станке фрезой диам. 5 мм, длина пазов 25 мм;
4) Армирование ПВХ-профиля металлом.
Осуществляется установка необходимого по длине армирующего профиля в заготовки, согласно маркировке на профиле.
Операция выполняется на специальном станке или вручную, с помощью ручной дрели. Закрепление производится саморезами с бурголовкой 3,9 х 16 (3,9 х 19) мм.
Заключительный этап операции - продувка заготовок профилей сжатым воздухом
После армирования профиль коробки (рамы) идёт непосредственно на сварку, а профиль створки - на следующую операцию по фрезерованию европаза створки под основной запор и сверление отверстий под ручку.
5) Фрезерование европаза створки под основной запор и сверление отверстий под ручку
Должно выполняться на специальном копировально-фрезерном станке. Допускается выполнение этой операции вручную (с помощью специальных приспособлений и насадок на ручной инструмент).
6) Фрезерование торцов импоста
Производится на специальном станке при помощи фасонных фрез (фрезы, цулаги и т. д. предоставляются поставщиком профиля бесплатно, как правило, на ответственное хранение). Особое внимание при этом следует уделять настройке фрезы по высоте и глубине фрезерования. При правильной настройке станка мехсоединитель садится на своё место без зазоров по контактирующим поверхностям.
Сборка импоста / установка механических соединителей производится в соответствии с технической документацией поставщика. Перед установкой в раму на торцы импоста по контуру наносится силиконовый герметик.
7) Сварка профилей коробки и створки
Производится на 1 - но, 2 - х или 4 – х головочном сварочном станке, наиболее производительным является станок с четырьмя сварочными головками, т. к. процесс сварки изделия происходит за один цикл. На двухголовочном станке сварка происходит за два цикла, а на одноголовочном соответственно за четыре цикла) (в зависимости от модели число голов может достигать 8 -ми,6-ти и 8 – ми головочные станки позволяют вваривать импост, исключая тем самым операцию по установке импоста).
8) Зачистка сварных швов
Коробки и створки производится вручную или на зачистном станке с помощью фасонных фрез и ножей. При зачистке углов зачистными автоматами необходимо обращать внимание на лицевые поверхности профиля, чтобы не происходило их повреждение фрезами. Зачистной станок зачищает одновременно один угол. После окончания зачистных работ и контроля качества зачистки, изделия устанавливаются на специальные стойки промежуточного хранения.
9) Установки импостов и подставочного профиля.
После сварки и зачистки углов в раму и створку устанавливаются импосты согласно технической документации поставщика профильной системы, при помощи специальных кондукторов (предоставляются поставщиком профиля). После установки импоста к нижней части рамы крепится подставочный профиль.
10) Зачистка пазов под уплотнения.
Облой внутренней части угла и паза для уплотнителя удаляется автоматически, при наличии у зачистного станка соответствующих опций, или вручную с помощью специального ножа и пневмобура.
11)Установка уплотнительной резины.
Уплотнение в створочной конструкции производится единым куском уплотнительной резины. Установка уплотнения в паз начинается с середины верхних горизонтальных частей створок и коробок.
Укладка уплотнительной резины производится как вручную, так и с помощью специального закаточного ролика. Уплотнительная резина заводится в приемный паз таким образом, чтобы не происходило ее растяжения. Стыкуется уплотнитель при помощи специального клея.
12) Установка фурнитуры.
В общем виде операция по установке фурнитуры выглядит следующим образом:
Поворотная створка:
в зависимости от ширины створки устанавливаются:
А) верхняя и нижняя петля и основной запор (узкая створка).
Б) либо верхняя и нижняя петли, угловые переключатели, основной запор и средние запоры сверху и снизу створки, а также среднеразъемная петля.
На коробку устанавливаются верхняя и нижняя петли и ответные планки.
Поворотно-откидная створка:
Устанавливается нижняя петля на створку, угловые переключатели и основной запор, далее, в зависимости от ширины створки:
А) ножницы и средний запор на створку (узкая створка до 650 мм.),
Б) нижний средний запор, ножницы и средний запор на створку (свыше 650 мм.).
На коробку устанавливаются верхняя и нижняя петли, поворотно-откидная ответная планка и ответные планки по периметру.
Фурнитура крепится саморезами 4 х 25 мм и 4 х 40 (петли).
При ширине створки до 650 мм устанавливается один комплект подпятников снизу со стороны ручки, при ширине свыше 650 мм устанавливаются два комплекта подпятников - со стороны ручки и петли. Установка подпятников предотвращает провисание створки.
Далее створка навешивается на раму и собранное изделие направляется на стенд остекления.
13) Резка штапика и установка стеклопакета
Операция резки штапика выполняется стандартно при помощи измерительной штанги.
Операция установки стеклопакета
Стеклопакет устанавливают согласно конструкторской документации системы.
Необходимо учитывать следующие особенности установки стеклопакета в створку:
А) Прокладки под стеклопакет на несущие фальцевые вкладыши установить плотно, в натяг, чтобы створка со стеклопакетом образовывала жесткий треугольник (рис.1). Для этой цели используют специальную пластмассовую лопаточку. Если этого не выполнить, створка провиснет в первые же дни.