Анализ процесса взаимодействия сплава АЛ11 с газами
2.6 Оценить возможность развития в отливке зональных ликвации и сформулировать теоретически обоснованные мероприятия направленные на их предупреждение
Отливка из данного сплава склонна к образованию зональной ликвации, так как кристаллизуется в интервале температур.
Тsol= 570° C
Tliq= 662° C
∆Т=92Со
Меры борьбы:
1) Организацию равномерного отвода тепло
ты от отливки и создание условий направленного затвердевания отливки, путем установки холодильников.
2) Ликвацию можно уменьшить, понижая температуру нагрева, увеличением скорости заливки металла (литьё под давлением) и замедлением его охлаждения (с помощью использования специальных теплоизоляционных красок).
3. Анализ процесса заполнения полости литейной формы
3.1 Рассчитать минимально допустимое значение расхода сплава в полости формы, при котором в отливке не образуется дефектов типа неполного заполнения. Расчет провести по трем различным методикам из числа рекомендуемых в литературе
Vотл=Vдет+Vпр+Vл.п.с.=1641863.5 мм3
Vдет =386399 мм3 - объём детали
Vпр=1201895,5 мм3- объём прибылей
Vл.п.с. =53569 мм3 - объём литниково-питающей системы![]()
![]()
где, Vотл – объем отливки (м3);
Qmin – минимально допустимый расход (м3/с);
τтеч. – время течения металла (с).
а) По формуле Соболева Дубицкого
![]() где,
где,
s – коэффициент, учитывающий род сплава, тип литниковой системы, конфигурацию и массу отливки;
М – масса отливки с литниковой системой и прибылями (кг).
М = 4827 г =4,83 кг
Т.к. нижняя литниковая система и масса от 2 до 5 кг, то s = 2,4.
Средняя толщина стенок отливки δ1=20 мм
![]()
б) Исходя из гидродинамического условия заполнения
![]() где,
где,
Нотл – полная высота отливки в метрах;
Wкр – критическая скорость движения расплава в полости формы (мм/с)
![]()
Для алюминиевых сплавов А = 100-120
δ1 – средняя толщина стенки отливки.
δ1 = 20 мм.
![]()
![]()
в) По секундному расходу
![]()
Для алюминиевых сплавов секундный расход ![]()
![]()
Среднее время заполнения формы = 11 с.
![]()
3.2 Указать стрелками на эскизе последовательность заполнения литейной формы металлом зоны возможных сбросов потока и ударов о препятствия. Оценить вероятность образования вторичных шлаковых включений в результате сбросов и ударов потока расплава, заполнявшего полость литейной формы
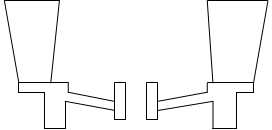
Заполнение литейной формы происходит снизу вверх. Металл из стояка поступает в основание формы, затем начинают заполняться массивы и ребра внутри. После заполнения всех полостей металл пойдет в прибыли. Вторичные шлаковые включения могут образовываться в результате ударов металла о полость кокиля. Нижняя литниковая система обеспечивает ламинарное течение жидкости. Для предупреждения образования вторичных шлаковых включений необходима непрерывная струя заливки или уменьшение высоты падения металла при заливке.
3.3 Пользуясь чертежом отливки подберите фактические значения соотношения площадей сечений основных элементов литниковой системы: стояков, литниковых ходов и питателей в виде формулы: ∑Fc:∑Fл.х:∑Fn. Проверить правильность выбранного соотношения проведя свои расчеты
Изначально данные размеры:
∑Fc=πR2=3.14×102=314мм2=3,1см2

∑Fс=3,1 см2
∑Fлх=![]() см2
см2
∑![]() см2
см2
![]()
Расчёт: так как масса отливки меньше 5кг, а высота меньше 150мм, то:∑Fc:∑Fл.х:∑Fn = 1:2:2
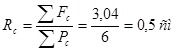
Площадь стояка в нижней части:
![]()
![]()
∑Fc = 3,04 см2;
∑Fл.х = ∑Fc×2=6,08 см2;
∑Fп = ∑Fc ×2=6,08 см2.
Основываясь на расчётах видим что данное сечение стояка приблизительно равно расчётному значению, но данные сечения литникового хода и питателя не совпадают с расчётными значениями. Следовательно для полного заполнения металлом формы следует увеличить сечения л.х и питателя до расчётных значений.
3.4 Пользуясь чертежом отливки и приведенной методикой рассчитать значение скоростей течения расплава в стояках, литниковом ходе, питателях, а также среднюю скорость подъема зеркала расплава в полости литейной формы. При выполнении расчетов принять значение коэффициента Дарси λ=0,04
А) Максимальная скорость в стояке:
![]()
Периметр стояка Р = 2πr; r = 10 P=2×3.14×10 =60 мм= 6 см
![]()
(максимально допустимая скорость в стояке)
Б) Максимальная скорость в литниковом ходе:
![]()
Периметр литникового хода a = 7мм, b = 68 мм Р =2(a + b)=150мм
(максимально допустимая скорость в литниковом ходе)
В) Максимальная скорость в питателях:
![]()
Периметр питателя а = 7 мм, b = 68 мм. Р = 2(а + b)=150мм;
![]()
Г) ![]()
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды