Выбор материала и разработка технологического процесса термической обработки плашки
Отжиг — вид термической обработки металлов и сплавов, главным образом сталей и чугунов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации.
Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение б
ольшей однородности металла, снятие внутренних напряжений.
Отпуском называется нагрев закаленной стали до температур ниже критической точки Ас1 выдержка при этой температуре с последующим охлаждением (обычно на воздухе). Отпуск является окончательной термической обработкой. Целью отпуска является изменение строения и свойств закаленной стали: повышение вязкости и пластичности, уменьшение твердости, снижение внутренних напряжений.
С повышением температуры нагрева прочность обычно уменьшается, а удлинение, сужение, а также ударная вязкость растут.
Полный отжиг производят путем нагрева стали на 30—50° С выше критической точки Ас3, выдержкой при этой температуре и медленным охлаждением до 400—500° С со скоростью 200° С в час углеродистых сталей, 100° С в час для низколегированных сталей и 50° С в час для высоколегированных сталей.
Структура стали после отжига равновесная, устойчивая.
Доэвтектоидная сталь имеет структуру: феррит и перлит. Эвтектоидная сталь имеет структуру перлит, а заэвтектоидная — перлит и цементит.
Изотермический отжиг является разновидностью полного отжига. Он в основном применяется для легированных сталей. Экономически этот процесс очень выгоден, так как длительность обычного отжига 13—15 ч, а изотермического отжига 4—6 ч.
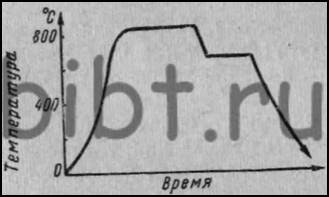
Рисунок 2. Схема изотермического отжига стали 9ХС
Процесс изотермического отжига заключается в следующем: деталь нагревают до температуры выше критической точки Ас3 на 30—50°С, выдерживают при этой температуре, после чего сравнительно быстро охлаждают до температуры 600—650° С. При этой температуре выдерживают, что необходимо для полного распада аустенита, после чего следует сравнительно быстрое охлаждение.
При всех видах отжига не допускается перегрев и пережог стали. Перегрев стали —брак исправимый: образовавшуюся крупнозернистую структуру при перегреве можно исправить повторным отжигом. Пережог стали —брак неисправимый, так как сильно окисленные границы кристаллических зерен теряют связь и деталь разрушается.
Мк стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
Таблица. Прокаливаемость стали 9ХС
|
Расстояние от торца, мм / HRCэ | ||||||||
|
5 |
10 |
15 |
20 |
25 |
30 |
40 |
50 |
60 |
|
63 |
56 |
36,5 |
32 |
30 |
28 |
26 |
25 |
24 |
|
Термообработка |
Крит.диам. в масле, мм |
|
Закалка |
15-50 |
Теплостойкость, красностойкость стали 9ХС
Таблица. Механические свойства при повышенных температурах
|
t испытания,°C |
у0,2, МПа |
уB, МПа |
д5, % |
ш, % |
KCU, Дж/м2 |
HB |
|
20 |
445 |
790 |
26 |
54 |
39 |
243 |
|
200 |
320 |
710 |
22 |
48 |
88 |
218 |
|
400 |
330 |
620 |
32 |
63 |
98 |
213 |
|
600 |
170 |
200 |
52 |
77 |
123 |
172 |
|
700 |
83 |
98 |
58 |
77 |
147 | |
|
Образец диаметром 10 мм, длиной 50 мм, прокатанный. Скорость деформирования 20 мм/мин. | ||||||
|
800 |
110 |
130 |
26 | |||
|
900 |
65 |
74 |
41 |
95 | ||
|
1000 |
42 |
46 |
52 | |||
|
1100 |
20 |
31 |
54 | |||
|
1200 |
15 |
20 |
83 |
100 | ||
|
Температура,°С |
Время, ч |
Твердость, HRCэ |
|
150-160 |
1 |
63 |
|
240-250 |
1 |
59 |
4. Оборудование для термической обработки
Для термической обработки стали 9ХС используется электрическая печь c контролируемой атмосферой типа СНЗ-2,5.5.1,7/10. Печь имеет размеры рабочего пространства 50О*25О*170 мм. Максимальная температура нагрева 1000°C. Рабочая температура печи регулируется автоматически. Кожух печи герметичен, проволочные нагреватели расположены на полу и боковых стенках рабочей камеры. B других печах СНЗ нагреватели дополнительно уложены на своде и дверце. Расход защитного газа на рабочую камеру составляет 2,5 г/мз и на пламенную завесу 5г/мз. Потребляемая мощность печи при садке 50 кг и нагреве до 850°C составляет 12 кВт. Защитная атмосфера вводится по газопроводу через заднюю торцовую стенку. B нижней части кожуха печи крепится трубопровод из двух линий: по одной подаётся газ, по другой – воздух. Газ и воздух смешиваются в горелке и, сгорая, создают пламенную газовую завесу при открытой дверце. Нагревательные элементы располагаются на полу и стенках рабочей камеры. Электропечи серии СНЗ применяются для отпуска, отжига, нормализации и закалки.
Другие рефераты на тему «Производство и технологии»:
- Автоматизация участка нагревательных печей и толстолистового стана кварто-2800
- Магнитоимпульсное формообразование. Плазменная, лазерная и электронно-лучевая обработка материалов
- Анализ системы автоматического регулирования температуры теплоносителя в агрегате АВМ
- Кристаллизация сталей и твердофазные превращения в сталях. Выделение аустенита, феррита, цементита, перлитное превращение
- Проектирование зубчатого механизма
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды