Коррозия на Оренбургском газоперерабатывающем заводе
Трубные пучки теплообменного оборудования выходят из строя из-за того, что межтрубное пространство забивается солевыми отложениями, и из-за сквозной коррозии металла. Причиной язвенной коррозии ребойлеров регенераторов является" агрессивность гликолевого раствора, обусловленная разложением его при температуре выше 100 °С и накоплением в растворе органических кислот. Язвенная коррозия в обл
асти раздела жидкий и паровой фаз ребойлеров регенераторов аминового раствора обусловлена разложением при температуре выше 121 °С аминового раствора с увеличением его коррозионной активности.
В целях повышения надежности и эксплуатационной безопасности оборудования и трубопроводов ОГПЗ проведена (по схемам технологических линий переработки газа и межцеховых коммуникаций) оценка возможности попадания сероводородсодержащих сред в трубоповоды и аппараты некоррозионно-стойкого исполнения. Объекты, на которых возможен контакт сероводородсодержащих сред с некоррозионностойкими материалами, подвергли неразрушающему ультразвуковому контролю или заменили на коррозионно-стойкие. Недействующие аппараты и трубопроводы законсервировали, обеспечив их надежную защиту от сероводородсодержащих сред.
Лавинообразное разрушение корпуса теплообменника, находившегося под действием внутреннего давления, произошло в ноябре 1987 г., при остановке технологической линии. В момент, предшествующий разрушению, потока среды в межтрубном пространстве аппарата не было, однако в корпусе сохранялось рабочее давление (вероятнее всего жидкой фракции). Теплообменник представлял собой горизонтальный цилиндрический аппарат с двумя неподвижными трубными решетками, сферическими днищами и компенсатором на трубной части. Он рассчитан на эксплуатацию с некоррозионной средой под давлением в корпусе 3 МПа, в трубной части 3,8 МПа при температуре -18 °С. Корпус, днища и трубные решетки аппарата изготовлены из стали 09Г2С. Размеры теплообменника: длина (между трубными решетками) 5000 мм; диаметр 1200 мм; толщина стенки корпуса 20 мм. В соответствии с технологической схемой обвязки Т-231 теплообменник эксплуатировался при температуре -36 °С. На основании анализа результатов исследований установлено следующее. Зарождение и докритический рост трещины, вызвавшей разрушение корпуса теплообменника, произошли на оси кольцевого шва обечайки в зоне приварки штуцера входа этановой фракции. Трещина развивалась вдоль оси кольцевого шва, и при достижении критической длины (200 мм) произошел переход в лавинообразное разрушение с разветвлением трещины но трем направлениям: вдоль шва и в обе стороны поперек оси шва по основному металлу. Химический состав и механические свойства основного металла 09Г2С корпуса теплообменника в основном соответствовали требованиям НД. Температура перехода материала днища (Т50) в хрупкое состояние по данным серийных испытаний составила -20 °С. Для материала обечайки она составляет от 0 до -20 °С. При температуре -40 °С вязкая составляющая в изломе отсутствовала. Механические свойства металла швов и сварных соединений отвечали требованиям, предъявляемым НД к качеству сварных соединений сосудов и аппаратов.
В зоне зарождения и докритического роста трещины, вызвавшей лавинообразное разрушение теплообменника, обнаружены следующие недопустимые дефекты кольцевого шва: непровар в корне шва глубиной 1-3 мм на длине 205 мм, горячие трещины, пленочные шлаковые включения между корневым и первым заполняющим швом размером до 5x10 мм и глубиной до 1,5 мм.
Инициатором разрушения теплообменника явился непровар в корне шва. Развитию разрушения способствовало наличие указанных выше дефектов шва и низкотемпературное охрупчивание материала обечайки при температуре -36 °С. В целях повышения эксплуатационной надежности сосудов, работающих под давлением при отрицательных температурах, выбор материалов для работы в таких условиях должен производиться с учетом их хладостойкости.
На ОГПЗ после 12-20 лет эксплуатации оборудования обнаружены в процессе диагностирования следующие коррозионные повреждения:
1991 г – водородное расслоение металла двадцати труб d720х22 мм трубопровода PG 14.06.01 влажного сероводородсодержащего газа;
1993 г. - водородное расслоение металла четырнадцати труб d720x22 мм трубопровода PG 14.01.01 влажного сероводородсодержащего газа;
1995г. - водородное расслоение (с выходом на сварной шов) металла буллита 100 В01-35; водородное расслоение с зонами ступенчатого растрескивания металла сосуда 367В01 (факельная емкость);
1996г. - утонение стенки обечайки емкости 741Е01 вплоть до образования сквозных повреждений;
1997г. - утонение стенки обечайки (с исходной 15 мм до 6,2 мм) в районе люка-лаза конвертора 04R403; водородное расслоение металла факельного сепаратора;
1998г. - водородное расслоение патрубка "Е" буллита 100В01-11; водородное растрескивание шириной около 450 мм металла обечайки буллита 100В01-28; водородное расслоение площадью около 6600 мм2 металла обечайки буллита 100В01-31; водородное расслоение и коррозионные повреждения сепаратора кислого газа 2У50В01; утонение стенок до отбраковочных значений входных сепараторов С-190-1 и С-190-2; недопустимое утонение стенок обечаек и днищ распределительных камер теплообменников 1У, 2У 374Е-14.
По результатам технического диагностирования, освидетельствования и надзора за период с 1990 по 1998 гг. на ОГПЗ заменены 92 технологических аппарата и теплообменника, 32 секции агрегатов воздушного охлаждения и большое количество пучков теплообменников (от 15 до 20 штук в год).
Только в 1998 г. проведено освидетельствование 465 аппаратов, контрольная диагностика 52 аппаратов и 3000 м трубопроводов. По результатам этих работ произведена замена 19 аппаратов, проведен ремонт 162 аппаратов, на которых отремонтировано 454 штуцера.
За этот же период на ОГПЗ произошли отказы: шпилек М12-М56 фланцевых соединений при воздействии коррозионной промышленной атмосферы на некоррозионностойкий металл шпилек;
насосов 100РО1, 374Р06А и других - вследствие разрушения подшипников;
насосов 741Н03-1, 741Н04-2 и других из-за прихватки внутренней обоймы подшипников к валу;
насосов 731Р06/2, 731Р08/1 и других - вследствие потери герметичности торцевых уплотнений;
поршневых компрессоров 331К01А, 09С101В и других – вследствие разрушения штоков по резьбе в месте крепления поршня;
печей 741П01, 31F01 и других - из-за язвенной коррозии змеевиков камер;
теплообменников 2У70-20ЕОЗ; ЗУ70-20Е10 и других - вследствие сквозной язвенной коррозии корпусов;
теплообменников 1У372Е07А, В; 2У372Е07А, В и других - из-за язвенной коррозии пучков.
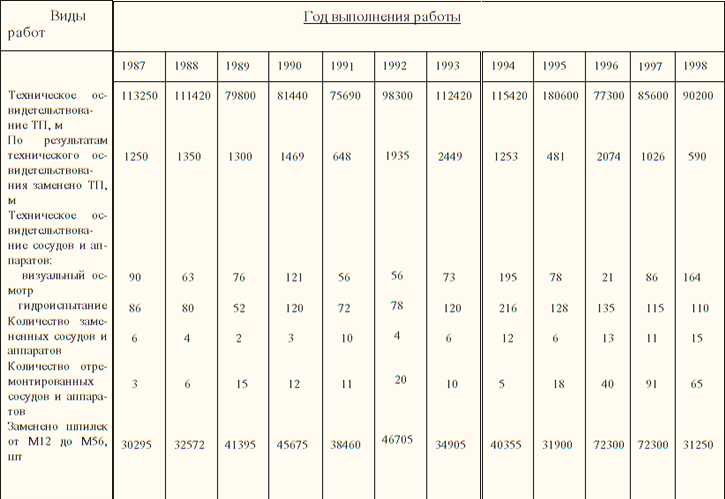
Количество заменяемых ежегодно деталей, трубопроводов и оборудования ОГПЗ приведено в табл. 1.
Таблица 1.
Аппараты ОГПЗ подвержены в основном язвенной коррозии, имеются также отказы вследствие водородного растрескивания основного металла и сероводородного растрескивания сварных соединений аппаратов. Коррозионное состояние аппаратов, контактирующих с кислыми газами при температурах выше 100 °С, определяется в основном частотой их остановок. При остановках в аппаратах конденсируются кислые среды различного состава, содержащие H2S, С02, S02, вызывающие интенсивную коррозию оборудования. Основной причиной коррозии оборудования установок производства серы, эксплуатирующегося при высоких температурах, является отсутствие или недостаточно эффективная продувка его инертным газом при остановках, что приводит к образованию агрессивного конденсата. Трубные пучки теплообменного оборудования выходят из строя при забивке межтрубного пространства солевыми отложениями и сквозной коррозии металла. Причиной язвенной коррозии ребойлеров регенераторов является агрессивность гликолевого раствора, обусловленная разложением его при температуре выше 100 °С и накоплением в растворе органических кислот. Язвенная коррозия в области раздела жидкой и паровой фаз ребойлеров регенераторов аминового раствора обусловлена разложением при температуре выше 121 °С аминового раствора с увеличением его коррозионной активности. Отказы насосов обусловлены в основном разрушением подшипников; поршневых компрессоров - разрушением штоков по резьбе в месте крепления поршня; шпилек фланцевых соединений воздействием агрессивной промышленной атмосферы на коррозионно-нестойкий металл шпилек.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды