Управление качеством на примере корпорации Toyota
3.3 Достижения и просчеты фирмы Toyota в управлении качеством
При традиционном подходе к совершенствованию процесса учитывается прежде всего локальная эффективность — «посмотри на оборудование, на операции, добавляющие ценность, и сделай период безотказной работы длиннее, рабочий цикл короче, а где можно — замени человека автоматом».
В результате эффективность отдельной операции возраст
ает, но это не оказывает ощутимого влияния на поток создания ценности в целом. Важно помнить, что большинство процессов включает очень незначительное число операций, добавляющих ценность, и совершенствование только этих операций не играет решающей роли. Проанализировав процесс с точки зрения бережливого производства, мы увидим огромные резервы, которые можно использовать, устраняя потери и свертывая этапы, не добавляющие ценность.
Если перестраивать производство с точки зрения бережливого мышления, основной потенциал совершенствования — устранение огромного числа операций, где не создается добавленная ценность. При этом время, которое затрачивается на создание добавленной ценности, также сокращается. Это будет видно, если взять процесс, подобный изготовлению гаек, и создать ячейку, работающую по принципу потока единичных изделий.
В бережливом производстве ячейка представляет собой совокупность людей и станков или рабочих мест, организованных и действующих в соответствии с последовательностью технологических операций. Ячейки создаются для обеспечения потока единичных изделий (услуг), которые одно за другим проходят различные технологические операции, например сварку, сборку, упаковку. Скорость такой обработки определяется нуждами потребителя, которого нельзя заставлять ждать[54].
Если мы создадим ячейку, где операции выполняются в линейной последовательности, и будем передавать одну гайку или небольшие их партии от одного оператора к другому в потоке единичных изделий, в этом случае то, на что уходили недели, можно будет сделать за несколько часов. Этот пример не является необычным. Компании по всему миру вновь и вновь демонстрируют, какие чудеса творит поток единичных изделий: растет производительность, повышается качество, уменьшается объем запасов, высвобождаются площади, время выполнения заказов сокращается. Каждый раз результаты превосходят все ожидания, и каждый раз это кажется чудом. Именно поэтому ячейка, работающая по принципу потока единичных изделий, — основа основ бережливого производства. Он позволил Toyota устранить большую часть потерь всех восьми видов.
На практике конечной целью бережливого производства является организация потока единичных изделий применительно ко всем видам работ, будь то проектирование, прием заказов или само производство. Все, кто на собственном опыте узнал, какие возможности открывает философия бережливого производства, становятся его горячими приверженцами и стремятся избавить от потерь всю окружающую действительность, применяя этот принцип к каждому процессу — от управления до технологии. Однако необходимо помнить, что, так же как и любой другой инструмент или процесс, подобные ячейки следует использовать с умом. Представьте, что завод по производству гаек создал ячейку для нарезки стали и пробивания отверстий в заготовках. Для этого завод приобрел дорогое компьютеризированное оборудование, которое постоянно ломается. Это приводит к простоям и потерям рабочего времени. При этом гайки по-прежнему увозят с завода для термообработки, и прежде, чем они вернутся, проходят недели. Повсюду, как и раньше, лежат запасы. Цеховые рабочие, видя колоссальные потери, смеются над такой «бережливой ячейкой», которая не имеет ничего общего с принципами бережливого производства.
Десятки лет Toyota успешно применяла и совершенствовала TPS, не документируя теорию своей производственной системы. Рабочие и менеджеры постоянно осваивали новые методы и совершенствовали старые, применяя их на практике. В пределах относительно небольшой фирмы был хорошо налажен обмен информацией, поэтому о лучших методах и системах быстро узнавали на других заводах, а затем и на предприятиях-поставщиках.
По мере того как методики Toyota продолжали совершенствоваться, становилось понятно, что перед Toyota всегда будет стоять задача обучения поставщиков. Поэтому Фудзио Те, ученик Тайити Оно, разработал простую схему в виде дома[55].
Схема «Дом TPS» (см. рис. 3.3) широко известна тем, кто занимается производством. Почему именно дом? Потому что дом — это целостная структура. Чтобы дом был крепким и прочным, должны быть крепки и прочны крыша, опоры и фундамент. Слабое звено может разрушить всю систему. Существуют разные версии этой схемы, но основные принципы неизменны. Сначала цели: отличное качество, низкие затраты и предельно короткое время выполнения заказа, — это крыша. Затем идут две внешние опоры: система «точно вовремя», которая является самым известным атрибутом TPS, и дзидока, цель которой — не допустить передачи дефектных деталей на следующую стадию процесса и освободить людей от машин, то есть обеспечить автоматизацию с человеческим интеллектом. В центре системы — люди. И наконец, составляющие, которые являются фундаментом: стандартизированные, стабильные и надежные процессы и хейдзунка, то есть такой производственный график, при котором колебания объемов и ассортимента будут минимальными. Сбалансированный график хейдзунка поддерживает стабильность системы, помогая свести запасы к минимуму.
Резкие всплески производства одного вида продукции за счет исключения из ассортимента других изделий приведут к дефициту деталей либо потребуют создания значительных запасов.
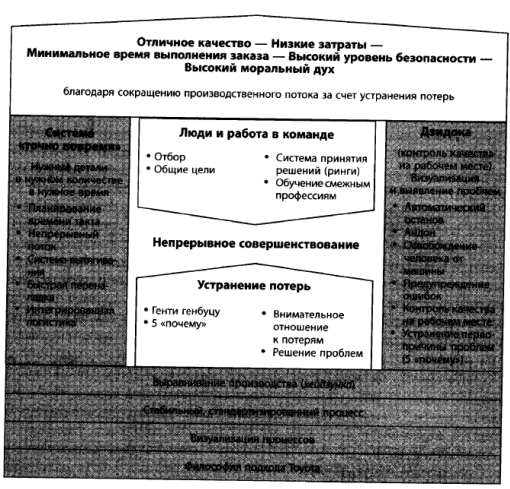
Рис. 3.3. Производственная система Toyota[56]
Каждый элемент дома важен сам по себе, но еще важнее взаимосвязь между ними. Система «точно вовремя» сводит к минимуму запасы, что позволяет устранить многие проблемы в процессе производства. Поток единичных изделий обеспечивает последовательное изготовление изделий со скоростью, соответствующей запросам потребителя. Сведение запасов к минимуму означает, что дефекты качества выявляются немедленно.
Этому способствует метод дзидока, который позволяет остановить производственный процесс. Чтобы возобновить производство, рабочие должны незамедлительно решить проблему. Фундаментом дома служит стабильность. Казалось бы, работа при минимальных запасах и возможность остановить производство порождают нестабильность. Но такая система заставляет рабочих принимать срочные меры. При массовом производстве, если станок остановился, спешить некуда: придет время, и его починит отдел технического обслуживания, а между тем производство идет своим чередом, используя резервный запас деталей. При бережливом производстве, если оператору необходимо остановить оборудование для решения проблемы, один за другим останавливаются остальные участки, и положение становится критическим. Поэтому все участники процесса стремятся как можно быстрее совместными усилиями решить проблему, чтобы снова запустить оборудование. Если проблема повторяется, менеджмент делает вывод о том, что ситуация критическая и, возможно, настало время уделить внимание системе всеобщего ухода за оборудованием (или всеобщей эксплуатационной системе, ТРМ — Total Productive Maintenance), чтобы научить сотрудников чистить, проверять и обслуживать оборудование. Для того чтобы такая система работала бесперебойно, требуется высокий уровень стабильности. В центре дома — люди, поскольку добиться необходимой стабильности можно лишь благодаря их неустанному совершенствованию. Людей следует обучить замечать потери и выявлять первопричины проблем. Отыскать первоисточник проблемы помогает метод многократной постановки вопроса «Почему?». С проблемой следует разбираться на месте, увидев ситуацию своими глазами (генти генбуцу).