Моделирование ситуаций и выработка управленческих решений
Может возникнуть, правда, вопрос: а нельзя ли обойтись в подобных задачах без какого-либо специального математического аппарата, идя путем простого перебора всех возможных вариантов решения? Этот соблазн следует тут же отмести. Расчет показывает, что перебор всех возможных вариантов решений подобных задач не под силу даже самому большому коллективу вычислителей.
Уместно отметить еще несколь
ко интересных моментов, связанных с решением данной задачи. Полученный нами оптимальный план – это не просто правильный, допустимый план распределения оборудования, по которому можно работать, – такими были и оба предыдущих. Они обеспечивали как беспростойность оборудования, так и комплектность продукции. Оптимальный план помимо того, что он должен отвечать этим требованиям, должен быть еще обязательно самым эффективным. В данном случае это означает требование максимума деталей. Действительно, как уже отмечалось, оптимизация обязательно должна предусматривать обращение одного из показателей в максимум (или минимум). Но только одного показателя. Нельзя вести оптимизацию по нескольким показателям одновременно. Между тем мы часто слышим: «максимум продукции при минимуме издержек». А правильно будет: «максимум продукции при данном уровне издержек» или «минимум издержек при данном уровне продукции».
И еще один важный вывод, к которому подводит станковая задача: оптимизация возможна лишь по верхнему уровню управления, для всей производственной системы в целом. В данном случае это означает, что мы получили оптимальный план лишь для всех трех станков вместе. А для каждого в отдельности? Тут оптимальности может и не быть. В нашей задаче оптимальный план явно не понравится станочнику, работающему на станке № 3: при большей производительности – 5 деталей в минуту – план предлагает ему работать всего 90 минут, а при меньшей – 3 детали в минуту – целых 270 минут. Но тут уже ничего не поделаешь: чтобы получить оптимальный, сбалансированный план предприятия, кому-то на нижнем уровне приходится работать в неоптимальном режиме. И значительно дешевле компенсировать издержки «внизу», чем лишиться огромного эффекта оптимизации работы целого предприятия.
Несколько слов о существе решения станковой задачи. Идея математического программирования заключается в том, чтобы вместо сплошного (иногда говорят – слепого или дурного) перебора всех возможных вариантов вести перебор выборочный, направленный на скорейшее последовательное улучшение результата. Поэтому в нашей задаче мы и рассматривали не все точки области допустимых планов (их бесчисленное множество), а только вершины многоугольника, одна из которых и дала нам наилучшее решение.
Методы математического программирования находят широкое применение для обоснования оптимальных решений в самых различных областях человеческой деятельности: при планировании перевозок и в торговле, для правильной организации труда, в управлении городским транспортом и строительством.
Рассмотрим, как вырабатываются правила решения еще одной важной производственной задачи.
Резервы раскроя
Изготовление многих видов современной промышленной продукции начинается с раскроя материала. Выкраивают не только одежду и обувь, но и детали корпуса корабля, кузова автомобиля, фюзеляжа самолета. Раскраивают ткани и кожу, бумагу и стекло, металл и пластмассу. Кроить можно по-разному .
Перед нами листы дефицитного материала размером 6 х 13 метров (рис. 4). Из каждого такого листа необходимо выкроить по несколько заготовок двух видов: заготовки А – размером 5x4 метра и заготовки Б – размером 2x3 метра. Задача заключается в том, чтобы получить как можно больше заготовок обоих видов с наименьшим количеством отходов. Кроме того, как и в задаче со станками, необходимо обеспечить комплектность заготовок: на 1 заготовку А должно приходиться 5 заготовок Б.
Как вести раскрой? Какое решение принять?
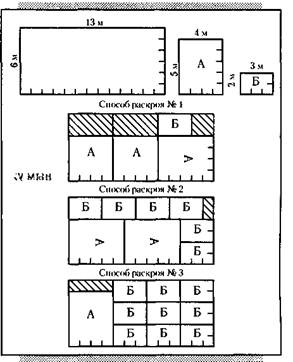
Рис. 4. Способы раскроя материала
Прежде всего, нужно установить все возможные способы раскроя наших листов по требуемым заготовкам. Начнем с того, что постараемся получить с одного листа как можно больше заготовок А – они крупнее, чем Б, и для них труднее подыскать место на листе. Оказывается, однако, что более трех заготовок А с листа выкроить невозможно. Исходя из этого предусмотрим способы раскроя для получения трех, двух и одной заготовки А и наибольшего возможного количества заготовок Б с листа. Каждому способу дадим номер:
способ № 1:3 заготовки А и 1 заготовка Б;
способ № 2: 2 заготовки А и 6 заготовок Б;
способ № 3: 1 заготовка А и 9 заготовок Б.
Заметим, что при всех способах раскроя часть площади листа остается неиспользованной и идет в отходы. На рис. 4 эта площадь заштрихована.
Для составления оптимального плана раскроя материала построим график, подобный тому, который мы рисовали в задаче со станками. На рис. 5 по оси X отложено количество заготовок А, а по оси Y – число заготовок Б. При этом каждому способу раскроя соответствует своя точка на графике. Так, точка «способ № 2» стоит на пересечении двух заготовок А и шести заготовок Б. Точки – способы раскроя – указывают границы области допустимых планов.
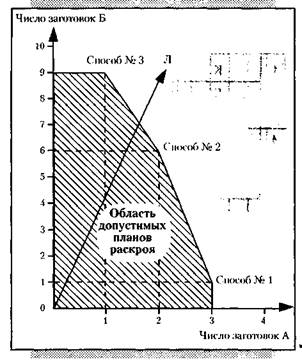
Рис. 5. График раскроя материала
Для того чтобы обеспечить комплектность заготовок, необходимо ограничиваться лишь теми точками области допустимых планов, которые лежат на луче ОЛ. Он построен таким образом, что все его точки соответствуют требуемому отношению заготовок А и Б:
![]()
Какой же план раскроя наиболее рационален?
Очевидно, тот, которому соответствует точка, наиболее отдаленная от начала координат, – ведь при этом число заготовок будет наибольшим. Этот план дает точка, лежащая на пересечении луча ОЛ с границей области допустимых планов – линией, соединяющей способы № 2 и № 3. Она находится как раз посередине между упомянутыми способами. Итак, оптимальный план раскроя заключается в том, что половина листов кроится способом № 2, а половина – способом № 3.
Проверим теперь наш оптимальный план на партии в 200 листов. Половину – 100 листов раскроим по способу № 2 и получим 100 х 2 = 200 заготовок Б. Всего же получилось 300 заготовок А и 1500 заготовок Б – комплектность 1 к 5 соблюдена. А чем этот план лучше других? На этот вопрос ответят следующие любопытные цифры.
Предположим, что тот, кто ведет раскрой, не знает современных методов обоснования решений и действует без расчета, «на глазок». Не исключено, что он станет раскраивать наши 200 листов способами № 1 и № 3. Для того чтобы иметь возможность сравнивать глазомерный план с оптимальным, примем, что способом № 1 раскраивалось 50, а способом № 3–15 листов. Вот что при этом получается.
50 листов, раскроенные по способу № 1, дают:
50 х 3 = 150 заготовок А и 50 х 1 = 50 заготовок Б;
150 листов, раскроенных по способу № 3, дают:
Другие рефераты на тему «Менеджмент и трудовые отношения»:
- Экономическая сущность и эффективные пути использования франчайзинга в современной России
- Мотивирующее воздействие организационных целей
- Заработная плата
- Исследование теоретико-методологических основ и практических методов формирования системы мотивации и стимулирования персонала
- Государственная политика в области занятости