Технология допечатных и печатных процессов
Помимо технологии 4/4 стали использовать печать с красочностью 6/2 и 7/1 по технологии Hi-Fi-Color, обеспечивающую выпуск продукции наиболее высокого качества, с большей насыщенностью, интенсивностью. Односторонняя печать в 8 красок используется на упаковках, этикетках, а так же для изготовления специальных видов печатной продукции.
Листовые офсетные машины форматов 70×100 и 100×
;140 секционного построения обеспечивают весь спектр заказов: для печатания однокрасочной и многокрасочной продукции с одной или двух сторон листа средними и большими тиражами.
Подготовка машины для выполнения заказа включает различные процессы очистки, предварительной наладки узлов и устройств для подачи бумаги и краски, а также зарядки форм. После этого выполняется точная установка механизмов проводки бумаги, как последний шаг при подготовке к печати.
Наладка печатной машины
В ходе наладки функциональных узлов машины необходимо руководствоваться точно инструкцией по обслуживанию, действительной для данного типа машины. Далее приводятся лишь дополнительные практические наставления с точки зрения технологии печатания.
Печатный узел
Поверхность формного цилиндра должна быть всегда чистой. Остатки консервирующего вещества удаляют водой, всю поверхность обмывают очистителем или керосином, уайтспиритом. Перед установкой печатной формы ставят прижимные планки в центральное положение, чтобы иметь впоследствии возможность проводить коррекцию в обоих направлениях.
Офсетную резину перед установкой в машину обрабатывают глицерином и, вытерев ее насухо, покрывают тальком, чтобы увеличить ее эластичность и способность передачи. Оборотную текстильную сторону обрабатывают машинным маслом. Необходимо точно соблюсти установленную толщину декеля, чтобы обеспечить надлежащее положение в машине. При использовании подкладки под резиной, используют подкладку на 1/2 см уже с каждой стороны, чтобы под резину не попадали используемые препараты. Декель следует натягивать равномерно с обеих сторон цилиндра. Новый декель необходимо через короткое время эксплуатации вновь подтянуть. Сжимаемые виды декелей (Вулкан, Комби-перлон и т. п. ) нельзя натягивать с применением силы. Для печатания на мелованной бумаге используют резину с матовой поверхностью (тонко шлифованную), чтобы уменьшить прилипаемость бумаги к ее поверхности. Поверхность декеля необходимо тщательно содержать, так как от него зависит качество печати. Время от времени ее обмывают раствором (керосин 5 ч. и спирт этиловый 1 ч.) и покрывают тальком. Что касается его проминания, то на поврежденном месте натиск слабее. Необходимо изредка убедиться в состоянии декеля. Печатная пластина (без рисунка) в сухом состоянии покрывается равномерно краской, и на декель проводят оттиск. Места, не покрытые краской, на оборотной текстильной стороне отмечают карандашом и подклеивают тонкой бумагой (шелковой или плюр). Таким способом можно выровнять углубления на довольно хорошем декеле.
Соответствующий натиск между офсетным и печатным цилиндрами необходимо отрегулировать по толщине печатной бумаги. Для этой цели предназначен соответствующий регулировочный элемент, который оснащен шкалой.
Полоской бумаги изредка проверяют состояние захватов печатного цилиндра.
Поверхность печатного цилиндра, включая буртики всех трех цилиндров печатной секции, необходимо содержать в чистоте, о чем очень часто забывают.
Красочный аппарат
Тщательная наладка красочного аппарата и состояние цилиндров играют существенную роль в успешном протекании процесса печатания и в достижении качества печати. Предварительная основная наладка красочного ящика облегчит впоследствии проводимую регулировку и установку равномерного подбора краски в ходе печатания.
Регулировочные винты расслабляют так, чтобы они не касались красочного ножа. Корпус красочного ящика устанавливают щупом так, чтобы между ножом и поверхностью дуктора образовалась по обеим сторонам одинаковая щель (0, 3-0, 8 мм), и фиксируют его. Регулировочные винты подтягивают до легкого соприкосновения с ножом. При этом наладку проводят от центра одновременно к обоим краям. Одинаковым способом процесс повторяется, при этом нож уже подтягивают к поверхности дуктора. В красочный ящик вставляют шиберы и ракелем подают необходимое количество краски. Поворачивая вручную дуктором при постоянно включенном передающем валике, на глаз определяют равномерность толщины слоя краски на поверхности обоих цилиндров. Только после достижения требуемой наладки (с учетом характера печатной формы) с помощью регулировочного рычага освобождают передающий валик для заполнения краской всей системы красочного аппарата. Необходимо иметь в виду, что, поворачивая вручную дуктором, на его поверхность наноситься слой краски больше, чем при движении в машине. Тонкая поправка отбора краски проводится, поэтому в ходе заполнения краской при медленном движении машины по следам, оставляемым на поверхности дуктора передающим валиком.
Время от времени необходимо провести общий контроль состояния всех валиков красочного аппарата и убедиться в их исправной наладке. Валики с поврежденной поверхностью, набухшими краями, растресканные или затвердевшие, не в состоянии гарантировать надлежащее действие красочного аппарата. Валики с биением в машину устанавливать вовсе не следует.
Взаимное соприкосновение всех раскатных валиков должно быть по всей длине равномерным и соразмерным. Недостатки в наладке могут стать причиной полошения в ходе печатания. Наладку проводят с помощью полоски из стальной ленты (или прочной бумаги) толщиной 0, 10 - 0, 15 мм. Сопротивление к вытягиванию ленты, сжатой двумя соседними валиками, должно быть по обоим концам одинаковым. Особо важно отрегулирование приемно-передаточного валика. Уровень наладки валиков можно легко установить надежным способом. В валики равномерно втирают редкую прозрачную краску (лучше пеструю, чем черную). Машину останавливают и на мгновение оставляют в покое. После этого машину рывком включают так, чтобы появились следы возникших контактных полос, особо четко вырисовывающихся на металлических валиках. Таким образом, поочередно можно проверить наладку всех валиков. Между тем, несколько раз проворачивая машину, нужно "стереть" предшествующие следы.
Наладку накатных валиков по отношению к печатной форме проводят соответственно инструкции по обслуживанию определением ширины контактных полосок на сухой, изношенной печатной форме. Ширина полосок между накатным и соответствующим металлическим раскатным валиками должна достигать приблизительно половины (рис. 1). Накатные валики не должны иметь осевой (боковой) зазор в держателях.
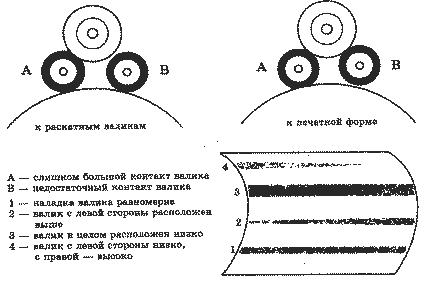
Рис 1. Наладка красочного аппарата
При мойке красочного аппарата необходимо уделять внимание красочному ящику. После каждой мойки нужно вычистить край ножа снизу, где накопляется краска. Засохшие остатки краски, в особенности в местах соприкосновения регулировочных винтов, значительно затрудняют тонкую наладку красочного ящика. Нанесенный слабый слой вазелина после очистки профилактически препятствует засыханию затекшей краски.
Другие рефераты на тему «Журналистика, издательское дело и СМИ»:
Поиск рефератов
Последние рефераты раздела
- PR в государственных структурах на примере Воронежской областной администрации и Воронежской городской администрации
- Особенности интервью со звездой
- Особенности и специфика деятельности пресс-секретаря
- Освещение российскими СМИ ливано-израильского конфликта
- Авторская позиция как выражение субъективного начала в журналистском тексте (на материале красноярской прессы в период 1996-1998гг.)
- Вспомогательный справочный аппарат периодических изданий
- Анализ телеканала СТС