Порошковая металлургия
Восстановление из растворов, газообразных соединений и в плазме. Из растворов соединений Ni, Си, Со металлы вытесняют водородом в автоклавах. Сдвигать потенциал водорода в отрицательную сторону можно, повышая рН или увеличивая давление водорода. Эффективнее изменять рН, повышение, которого на единицу эквивалентно изменению давления водорода в 100 раз. Термические расчеты показывают, указанные м
еталлы можно осадить уже при 25°С и 0,1МПа. Восстановление газообразных соединений водородом осуществляется в кипящем слое из галогенидов вольфрама, рения, молибдена, ниобия и титана. Получение высокодисперсных порошков в плазме перспективно для металлов, карбидов, нитридов и др. Восстановители - водород или продукты плазменной конверсии с высокой температурой и без окислителей. Оксид никеля восстанавливают в струе Аг – Н2 или Аг - СО, причем содержание водорода близко к стехиометрическому, а теплообмен и плазмообразование происходят за счет аргона. Реакция лимитируется диссоциацией NiO, полное его восстановление достигается при 7000°С.
Физико-химические основы получения порошков электролизом. Процесс представляет собой своеобразное восстановление: передача электронов к металлу с одновременной перестройкой структуры происходит не с помощью восстановителей, а за счет электрической энергии. Способ универсален, обеспечивает высокую чистоту порошков. Электролиз - один из самых сложных физико-химических процессов производства порошков. Процесс заключается в разложении водных растворов соединений выделяемого материала. Наличие хлора или фтора на аноде заставляет принимать меры по предотвращению его взаимодействия с электролитом и порошком. Электролит от порошков отделяется отгонкой нагреванием или центрифугированием и отмывкой.
Электролиз водных растворов. Способ для получения порошков меди, серебра, железа, никеля, кобальта, олова и др. Никель, цинк, кобальт образуют равномерные плотные мелкозернистые осадки независимо от природы электролита. Серебро или кадмий растут в виде отдельно сильно разветвляющихся кристаллов при электролизе простых солей, из раствора цианистых солей они выделяются в виде ровного гладкого слоя.
Получение медного, никелевого, железного порошка. Медный порошок получают из раствора сернокислой меди, он имеет высокую чистоту и регулируемую дисперсность. Никелевый порошок получают электролизом аммиачных растворов хлорно - кислого никеля. Особенности получения железного порошка связаны с тем, что в ряду напряжений железо располагается левее водорода, поэтому последний выделяется вместе с водородом, ухудшая выход по току и качества порошка.
Формование порошков.
Формование – это технологическая операция получения изделия или заготовки заданной формы, размеров и плотности обжатием сыпучих материалов (порошков). Уплотнение порошка осуществляется прессованием в металлических пресс-формах или эластичных оболочках, прокаткой, шликерным литьём суспензии и другими методами. Способ подготовки порошков к формованию выбирают исходя из технологических характеристик порошка, метода формования и последующей термообработки (спекания), требуемых свойств в условиях эксплуатации.
Для металлических порошков основными подготовительными операциями являются отжиг, просеивание по фракциям и смешивание. Отжиг проводят для повышения пластичности и прессуемости порошков в защитной среде при температуре (0,4…0,6) Тпл метала. Например, медный порошок отжигают в потоке восстановительного газа при 350…400 0С, а железный – окислительного при 650…750 0С. Порошки разделяют на фракции по величине частиц с использованием вибросит. Разделение производят также с помощью воздушных сепараторов и седиментации (разделения жидких смесей). Приготовление однородной по объёму механической смеси осуществляют путём смешивания порошков в специальных смесителях. Для получения легированных частиц порошка проводят размол смеси порошков основы и легирующих добавок в размольных агрегатах.
Прессование порошков в металлической пресс-форме под давлением сжатия приводит к уменьшению объёма порошка в результате перераспределения частиц, заполнение пустот и пластической деформации. Прессование не сопровождается полным устранением пор. Плотность полученной детали – прессовки по объёму неравномерна, что обусловлено неравномерностью давления, различием физико-механических свойств частиц (формы, размера, твёрдости, насыпной плотности), наличием внешнего трения частиц порошка о стенки пресс-формы, межчастичным трением, наличием бокового давления. На стенки пресс-формы передаётся значительно меньшее боковое давление, чем в направлении прессования, что обусловлено трением между частицами, заклиниванием их, что затрудняет их перемещение в стороны. После снятия давления, а также при выпрессовке брикета из пресс-формы размеры прессовки увеличиваются (явление упругого последействия). Для повышения и более равномерного распределения плотности прессовки по высоте используют смазку стенок матрицы пресс-формы, что уменьшает коэффициент внешнего и межчастичного трения. Равномерность распределения плотности увеличивается при двухстороннем прессовании верхним и нижним пуансонами (рис. 1) и всестороннем сжатии (прессованием в эластичной или деформируемой оболочке).
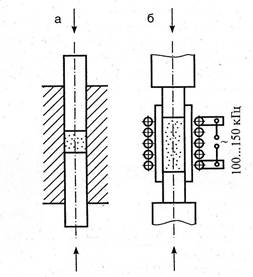
Рис. 1. Схема двухстороннего прессования порошковых материалов:
а – без нагрева, б – с нагревом
Использование вибрации при прессовании повышает плотность прессовки. Импульсные методы формования применяют для труднопрессуемых порошков или если необходимо получить особые свойства материала.
Формование порошка также осуществляют в гидро- и газостатах (изостатическое), прокаткой, на гидродинамических машинах и с использованием взрывчатых веществ (импульсное), на вибрационных установках (вибрационное), продавливанием через отверстие в инструменте (экструзия или мундштучное прессование), заливкой в формы – шликерное литьё, при котором в форму заливают суспензию, содержащую порошок и жидкую связку, и др.
Изостатическое формование осуществляют в условиях всестороннего сжатия, что обеспечивает не только равномерную плотность, но и устраняет анизотропию свойств (рис. 2).
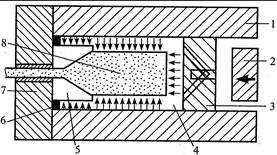
Рис. 2. Система изостатического формования:
1 – рабочий цилиндр; 2 – пуансон; 3 – пресс-шайба;
4 – рабочая жидкость; 5 – матрица; 6 – уплотнитель;
7 – матрицедержатель; 8 – контейнер с материалом
Прокатку порошков применяют для изготовления заготовок из конструкционных, электротехнических, фрикционных и антифрикционных, пористых (фильтрующих) материалов (рис. 3).
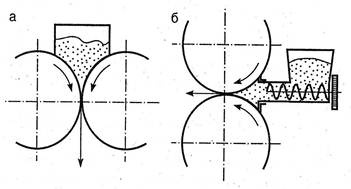
Рис. 3. Схема прокатки с вертикальной (а) и
горизонтальной (б) шнековой подачей порошка
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды