Развитие теории и практики резания
Протягивание - обработка многолезвийным инструментом с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи. Срезание припуска осущетсвляется за счет превышения (подъема) последующего зуба над предыдущим. Производительность этого процесса, несмотря на низкие скорости резания (до 0,2…0,3м/с), в 5…10 раз выше фрезерования и в 10…15 раз -
зенкерования и развертывания. Применяется в массовом и серийном производствах при получении отверстий, обработке плоских и цилиндрических наружных поверхностей с точностью до 7…9 квалитетов и шероховатостью Rz=6,3…0,8 мкм. К особенностям протягивания относится прерывистый характер работы лезвий инструмента, ударные нагрузки на зуб, срезание припуска большим количеством зубьев.
Внутреннее протягивание - протягивание внутренней замкнутой поверхности и ее элемента (см. рис.2.5, г). Наружное протягивание - протягивание наружной или незамкнутой внутренней поверхности (см. рис.2.5, д).
Ротационная обработка - обработка лезвийным инструментом с касательным движением режущей кромки (см. рис.2.5, е). Этот вид резания применяется для обработки плоскостей, наружных и внутренних цилиндрических поверхностей. За счет периодической смены участков режущей кромки в процессе резания стойкость ротационного инструмента в десятки раз выше стойкости, например, токарного резца. При этом обеспечивается высокая производительность и качество обработки.
Зубонарезание может осуществляться по методу копирования и методу обкатки. При первом способе обработки профиль инструмента (см. рис.2.6, а, б) определяется профилем впадины нарезаемого колеса. Нарезание зубчатых колес по методу обкатки производится червячными модульными фрезами, долбяками, строгальными резцами и другими инструментами по определенной кинематической схеме (см. рис.2.6, в…е). Особенности зубонарезания: изменяется сечение срезаемого слоя за время обработки одним зубом; одновременно участвуют в резании несколько зубьев; различные участки лезвия неодинаково нагружаются из-за различного среза и имеют различную скорость резания; трудности обеспечения оптимальной геометрии лезвия из-за его сложной формы и сложного движения резания.
Резьбонарезание осуществляется по любой кинематической схеме лезвийным инструментом (резцом, метчиком, плашкой, фрезой, гребенкой и т.д.), абразивным инструментом (одно - и многониточными кругами), пластическим деформированием (накатыванием плашками, роликами, раскатками). К особенностям резьбонарезания относятся:
1) срезание стружки тонкими слоями;
2) участие в работе двух и более лезвий.
К видам абразивной обработки относятся: круглое и внутреннее шлифование (см. рис.2.7, а, б), плоское шлифование периферией и торцом круга (см. рис.2.7, в, г), бесцентровое шлифование (см. рис.2.7, д), зубошлифование, сферошлифование, заточка лезвия инструмента (см. рис.2.7, е), отрезное шлифование, ленточное шлифование, хонингование, суперфиниширование, доводка.
Шлифование - это процесс резания материалов, осуществляемый зернами абразивного, алмазного или эльборового материалов. Обеспечивает 6…9 квалитеты точности и шероховатость обработанной поверхности Ra=0,63…0,64 мкм. Особенности: многопроходность, высокие скорость резания (30…70 м/c) и температура резания.
Ленточное шлифование - обработка абразивными лентами. Абразивные ленты применяются для формообразования деталей при круглом, внутреннем и бесцентровом шлифовании, для обработки поверхностей деталей сложной формы, для обдирки, доводки и полировки.
Хонингование - обработка абразивными брусками, которым сообщают, как правило, три движения по отношению к заготовке: вращение, возвратно-поступательное перемещение и радиальную подачу.
Суперфиниширование - отделочная обработка поверхностей деталей мелкозернистыми абразивными брусками. Особенностью процесса является колебательное движение брусков с частотой 500…5000 дв. ход/мин. и амплитудой 2…5 мм. Получают поверхность шероховатостью до Ra=0,08…0,16 мкм с минимальной огранкой (0,5 мкм).
Доводка - резание-царапанье обрабатываемой поверхности большим количеством мельчайших абразивных частиц. Применяют для финишной обработки высокоточных плоских и фасонных поверхностей, отверстий малого диаметра, шариков для подшипников, деталей топливной аппаратуры и др. Достигается шероховатость поверхности Ra = 0,01…0,16 мкм и погрешность формы не более 0,5…0,1 мм. Для доводки используют абразивные порошки и пасты, а также притиры, например, чугунные.
Несмотря на многообразие видов обработки резанием все они могут быть сведены к сравнительно небольшому числу основных случаев работы лезвий инструмента:
1. По форме рабочих участков режущих кромок, участвующих в резании (рис.2.8, а, б) - свободное резание, если в работе участвует только одна прямолинейная режущая кромка и несвободное резание, если в работе участвуют две и более режущих кромок.
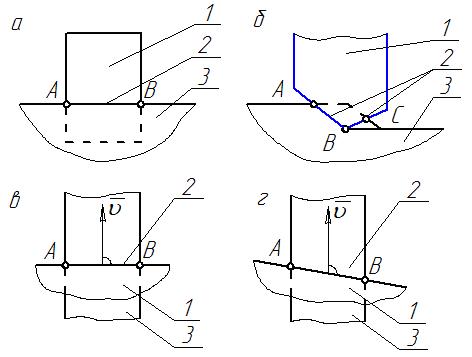
Рис.2.8 Основные случаи работы режущего лезвия инструмента:
а и б - свободное и несвободное резание; в и г - прямоугольное и косоугольное резание;
1 - лезвие инструмента; 2 - режущая кромка; 3 - заготовка
2. По ориентации режущей кромки относительно вектора скорости резания (рис.2.8, в, г) - прямоугольное резание, если вектор скорости резания перпендикулярен режущей кромке, и косоугольное резание, если вектор скорости резания не перпендикулярен режущей кромке.
3. По количеству одновременно участвующих в работе лезвий - однолезвийное (см. рис.2.3) и многолезвийное (см. рис.2.4 … 2.6).
4. По протеканию процесса резания во времени - непрерывное (см. рис.2.3, 2.4) и прерывистое резание (см. рис.2.5, 2.6).
5. По форме сечения срезаемого слоя - с постоянным (см. рис.2.3, 2.4) и переменным (см. рис.2.5, 2.6) сечениями.
Каждый из видов обработки резанием характеризуется конкретной кинематической схемой резания.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды