Вспомогательные устройства робототехнических комплексов
Пневматический полусамотечный конвейер (рис. 8, з). Перемещение заготовок в корпусе конвейера, расположенного наклонно под углом, меньшим угла трения, осуществляется сжатым воздухом (давление 0,01…0,02 МПа), подаваемым через отверстия 5 или 2, просверленные под углом на опорной, а иногда и на боковых поверхностях. Заготовки двигаются в корпусе под действием струй сжатого воздуха, образующих воз
душную прослойку толщиной 0,01 0,02 мм между заготовками и поверхностью.
Лотковые самотечные конвейеры предназначены для гравитационного перемещения заготовок качением по роликам или скольжением по наклонной (в большей части прямой) поверхности длиной 2 5 м и более (рис. 8, и, к). Угол наклона конвейеров устанавливается в зависимости от способа перемещения заготовок, их массы и материала. При перемещении деталей качением ![]() = 5.10° (рис. 8, и), a при скатывании по роликам
= 5.10° (рис. 8, и), a при скатывании по роликам ![]() = 3 5° (рис. 8, к). Для каждой конкретной заготовки и способа ее перемещения производится подбор угла наклона конвейера с учетом допустимой скорости соударения деталей, при которой на поверхности их (при ударах) не образуются дефекты в виде забоин, вмятин и пр.
= 3 5° (рис. 8, к). Для каждой конкретной заготовки и способа ее перемещения производится подбор угла наклона конвейера с учетом допустимой скорости соударения деталей, при которой на поверхности их (при ударах) не образуются дефекты в виде забоин, вмятин и пр.
Конвейер для перемещения заготовок качением состоит из опорной и двух боковых стенок (рис. 8, и). Для предотвращения самопроизвольного выпадания заготовок (особенно при большом угле наклона) предусмотрена предохранительная полоса. В конвейерах для перемещения заготовок по свободно, вращающимся роликам (рис. 8, к) последние устанавливают на осях, укрепленных в боковых стенках, которые между собой жестко соединяют стяжками. В качестве ролика используют шарикоподшипник или два шарикоподшипника, запрессованные во втулку. Для уменьшения скорости перемещения заготовок в лотковых конвейерах, применяют амортизаторы, свисающие ремни, а также разные конструкции спусков.
Конвейеры прерывистого действия. Шаговые конвейеры наиболее распространены и бывают двух типов: с убирающимися собачками (рис. 9, а) или поворачивающимися захватными устройствами (рис. 9, б). У первого типа конвейеров заготовки (спутники) перемещают по направляющим захваты в виде подпружиненных храповых собачек, укрепленных на осях в штанге, совершающей возвратно-поступательное движение с помощью гидравлического цилиндра. При движении штанги вперед собачки упираются в заготовки и перемещают их на шаг. При обратном ходе собачки утапливаются в штангу и проходят под заготовки, не передвигая ее. Основным недостатком конвейера является засорение стружкой храповых собачек.
У второго типа конвейеров (см. рис. 9, б) заготовки перемещают по направляющим захватные устройства в виде флажков, укрепленных неподвижно на круглой штанге, совершающей последовательно возвратно-поступательное и вращательное движения с помощью гидравлических цилиндров 5 и 7 и рычага. При движении штанги вперед флажки упираются в заготовки и перемещают их на шаг. Затем штанга поворачивается на угол (при котором флажки не задевают детали) и возвращаются в исходное положение. Далее флажки опускаются, и цикл повторяется. Вероятность засорения стружкой флажков в этом конвейере меньше.
Перекладывающие планочные конвейеры обычно применяют для перемещения заготовок, для которых не допускается повреждение обработанной поверхности при скольжении по направляющим (рис. 9, в). Заготовки движутся по направляющим последовательным перекладыванием посредством планки, совершающей движение от вращающихся эксцентриков по сложному циклу – подъем, движение вперед, опускание, движение назад.
Пилообразные конвейеры применяют для перемещения заготовок типа вал поперек оси. Конвейер одинарного действия (рис. 9) состоит из двух неподвижных пилообразных реек, между которыми размещены две подвижные рейки, перемещаемые вверх – вниз от кулачкового (кривошипного) механизма. В результате этого движения подвижные рейки перебрасывают заготовки через вершины неподвижных реек. Для увеличения, производительности в конвейерах двойного действия (рис. 9, д) подвижные рейки смещены относительно неподвижных на пол шага. Принцип работы конвейера аналогичен предыдущему. Детали скатываются по наклонной части реек под действием силы тяжести.
Гребенчатые конвейеры предназначены для перемещения заготовок с заплечиками, типа шатун, (рис. 9, е) и имеют две направляющие, между которыми размещена гребенка, совершающая движение вверх – вниз (с амплитудой 8…10 мм) с помощью приводного механизма. В процессе перемещения шатун заплечиками большой головки опирается на гладкие направляющие, а нижней частью малой головки – на зубцы гребенки при наклоне шатуна на угол 6. 10° от вертикальной плоскости по ходу движения. При подъеме гребенки шатун смещается большой головкой по направляющим в сторону наклона, а при опускании гребенки он смещается малой головкой в ту же сторону; в результате шатуны перемещаются вперед.
Шаговый конвейер-накопитель с управляемыми собачками. Помимо перемещения деталей, выполняет функцию их накопления. Он включает две направляющие, по которым движутся детали (рис. 9, ж) с помощью двойной штанги с собачками (действующими от гидроцилиндра), размещаемой между направляющими. На одной из направляющих на осях4 установлены поворотные рычаги контроля наличия заготовки. При отсутствии заготовки короткий конец рычага поднимается, а длинный опускается.
Другие вспомогательные устройства
В сварочных робототехнических комплексах в качестве вспомогательного оборудования используются поворотные столы (рис. 10). Пока робот сваривает одно изделие, оператор устанавливает на другой стороне стола новое изделие для сварки, которое подается ему на движущемся транспорте. Такой способ ручной установки в дальнейшем может быть заменен автоматизированной системой, связывающей рабочие позиции с транспортными устройствами, которые подают и убирают изделия из зоны сварки.
Некоторые объекты специфического вспомогательного оборудования требуется устраивать при роботизации сборочных операций. Здесь применяются механизмы подачи, накопители, направляющие, установочные приспособления и различные специальные устройства для операций крепежа, пайки, склейки и др. Наконец, к вспомогательному оборудованию относятся и различные средства техники безопасности на роботизированных технологических комплексах. Чаще всего применяется сеточное ограждение. Применяются также системы защиты с фотоэлементами.
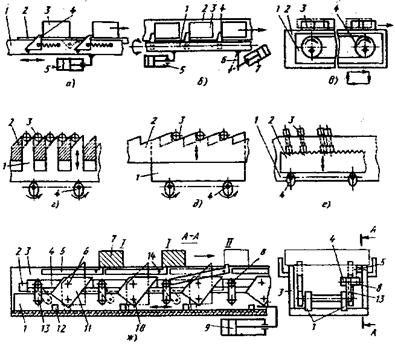
Рис. 9 – Конвейеры прерывистого действия
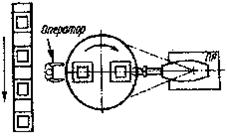
Рис. 10 – Схема сварочного комплекса с поворотным столом
Список литературы
1. Автоматизированная подготовка программ для станков с ЧПУ, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. – К.: Техника, 1986. – 191 с.
2. Р.И. Гжиров, П.П.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды