Вяжущие низкой водопотребности
Противоморозные добавки по своему влиянию на коррозию арматуры можно разделить на три группы:
- стимулирующие коррозию арматуры (уже упомянутые хлориды натрия и кальция);
- не вызывающие коррозии арматуры (поташ, нитрат кальция, мочевина);
- ингибирующие коррозию (нитрит натрия и нитрит-нитрат кальция - являющиеся ингибиторами коррозии анодного действия).
В настоящее время в кач
естве противоморозных добавок широко используются соли органических кислот (например, формиат натрия, области применения которого разработаны в НИИЖБ). Они не так вредны для здоровья, как, например, нитрит натрия, и удобны для применения в индивидуальном строительстве. Отечественная промышленность освоила выпуск этих модификаторов, что позволило при минимальных затратах получить эффект не хуже, чем при использовании в качестве добавок широко распространенных соединений на основе хлора.
Выбор наиболее рационального и эффективного модификатора противоморозного действия зависит в конечном итоге от типа и условий эксплуатации строительных объектов, определяемых в соответствии с требованиями нормативно-технической документации. [8]
Суперпластификаторы в большинстве случаев представляют собой синтетические полимеры: производные меламиновой смолы или нафталинсульфокислоты (С-3); другие добавки (СПД, ОП-7 и др.) получены на основе вторичных продуктов химического синтеза. Суперпластификаторы, вводимые в бетонную смесь в количестве 0,15-1,2% от массы цемента, разжижают бетонную смесь в большей степени, чем обычные пластификаторы. Пластифицирующий эффект сохраняется в течение 1-1,5 ч после введения добавки, а через 2-3 ч он уже невелик. В щелочной среде эти добавки переходят в другие вещества, безвредные для бетона и не снижающие его прочности. Суперпластификаторы позволяют применять литьевой способ изготовления железобетонных изделий и бетонирования конструкций с использованием бетононасосов и трубного транспорта бетонной смеси. С другой стороны, эти добавки дают возможность существенно снизить В/Ц, сохраняя подвижность смеси, и изготовлять высокопрочные бетоны.
Местное сырьё.
Анализ cыpьeвыx pecypcoв (KMA) пoкaзaл, чтo нaибoлee кpyпнoтoннaжным тexнoгeнным cыpьeм нa дaннoй тeppитopии являютcя oтxoды мoкpoй мaгнитнoй ceпapaции (MMC) жeлeзиcтыx квapцитoв, которые являютcя пoлиминepaльным тoнкoзepниcтым тexнoгeнным пecкoм, предложенный для использования при производстве ВНВ в кaчeствe кpeмнeзeмcoдepжaщeгo кoмпoнeнтa. [5]
Иccлeдoвaниe oтxoдoв мoкpoй мaгнитнoй ceпapaции пoкaзaлo, чтo иx oтдeльныe чacтички cocтoят из noлиминepaльныx и мoнoминepaльныx aгpeгaтoв. Уcтaнoвлeнo, чтo квapц oтxoдoв мoкpoй мaгнитнoй ceпapaции в цeлoм oтличaeтcя бoлee низкoй cтeпeнью кpиcтaлличнocти, чeм пecoк Boльcкoгo и Hижнe-Oльшaнcкoгo мecтopoждeний.
Для изyчeния энepгoeмкocти пoмoлa были пpoвeдeны cлeдyющиe иcпытания. В лaбopaтopнoй шapoвoй мeльницe пpoизвoдилocь измeльчeниe иcxoдныx кoмпoнeнтoв, в peзyльтaтe чeгo пoлyчили BHB paзличныx мapoк oт BHB20 дo BHB80. В кaчecтвe кpeмнeзeмcoдepжaщero кoмпoнeнтa иcпoльзoвaли oтxoды MMC Лeбeдимcкoгo гopнooбoгaтитeльнoгo кoмбинaтa (ГOKa) и для cpaвнeния пecoк Boльcкoгo мecтopoждeния. Былo зaмeчeнo, чтo нa пoлyчeниe oднoгo видa вяжyщeгo тpeбyeтcя paзличнoe вpeмя пoмoлa, пpичeм вpeмя пoлyчeния BHB нa ocнoвe oтxoдoв MMC былo знaчитeльнo мeньшe, чeм вяжyщeгo нa ocнoвe пecкa Boльcкoгo мecтopoждeния.
Этo oбъяcняeтcя в пepвyю oчepeдь тeм, чтo oтxoды MMC имeют гeтepoзepниcтый минepaльный cocтaв и ocнoвнoй минepaл квapц имeeт бoлee низкyю cтeпeнь кpиcтaлличнocти, чeм квapц Boльcкoгo мecтopoждeния.
3. 2. 2 Обоснование способа производства продукции
Изготовление ВНВ может производится полунепрерывным (поточным) или периодическим способами производства. Организация производственного процесса основывается на следующих принципах:
Прямоточность – горизонтальная, прямолинейная – сырьё, полупродукты перемещаются к рабочим постам периодически конвейерными механизмами.
Ритмичность – повторяемость каждой операции и всего технологического процесса в целом через строго установленные промежутки времени.
Непрерывность – каждая последующая операция процесса выполняется после окончания предыдущей операции, оборудование и обслуживающий персонал не простаивают.
Производство пенобетона может осуществляться с помощью:
1. Стационарного производственно-технологического комплекса модели ПБУ-10 по выпуску пенобетонных изделий. Предназначен для производства до 10 м3/час пенобетонных изделий методом неавтоклавного твердения в цеховых условиях. Оптимальный вариант использования - организация производства пенобетонных изделий годовой производительностью 40 - 100 тыс. м3/год.
2. Мобильного производственно-технологического комплекса модели ППБУ-4. Предназначен для производства пенобетонных изделий методом неавтоклавного твердения объемом 3,5 - 5 тыс. м3/час. Может использоваться для получения строительных смесей, в том числе растворных, кладочных, штукатурных. Оптимальный вариант использования - организация производства пенобетонных изделий годовой производительностью 5 - 15 тыс. м3/год.
3. 2. 3 Описание технологической схемы производства
Автоматизированный комплекс для производства тонкомолотых вяжущих и специальных цементов Поток-12 предназначен для производства: [9]
· тонкомолотых вяжущих (ТМВ),
· вяжущих низкой водопотребности (ВНВ),
· сухих строительных смесей,
· смешанных вяжущих,
· цветных и специальных цементов,
· высокоактивных вяжущих,
· низко активных вяжущих с использованием техногенных отходов (горельника, породы угольных шахт, золошлаковых отходов, граншлака)
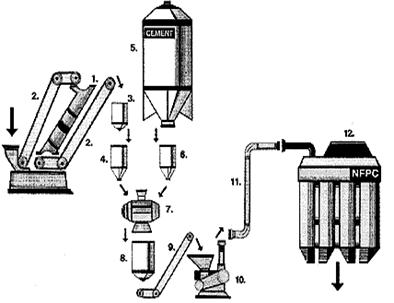
Рис. 1. Технологическая схема производства вяжущих
Условные обозначения
1. Печь
2. Нория (шнековый транспортер);
3.Приемный бункер
4. Дозатор песка (сыпучих добавок и т.п.)
5. Цементная емкость
6. Дозатор цемента
7. Смеситель
8. Приемный бункер
9.Шнековый транспортер
10.Помольная установка
(совместный помол цемента и песка)
11.Пневмопровод
12.Цементные силоса
В производстве пенобетона должны использоваться только мелкие природные или молотые пески, поскольку тяжелые крупные зерна могут вызвать осадку пенобетонной массы. Как правило, песок для ячеистого бетона должен полностью проходить через сито с отверстиями 0,63 мм, и лишь для пенобетона с плотностью более 800 кг/м3 допускается использовать песок крупностью до 1,2 мм.
Так как наиболее эффективным в производстве пенобетона явилось использование тонкомолотых вяжущих (ТМВ), а также вяжущих низкой водопотребности (ВНВ) применение автоматизированного комплекса ПОТОК-12 в производстве пенобетона комплексно решает проблемы отсутствия песка нужной фракции и устранения отрицательных свойств отечественного цемента, таких как ложное схватывание, неоднородность массы, непостоянное качество, что полностью исключено при использовании тонкомолотых вяжущих (ТМВ), то есть, производитель получает гарантированный контроль за качеством сырьевой смеси.